
Clamping force
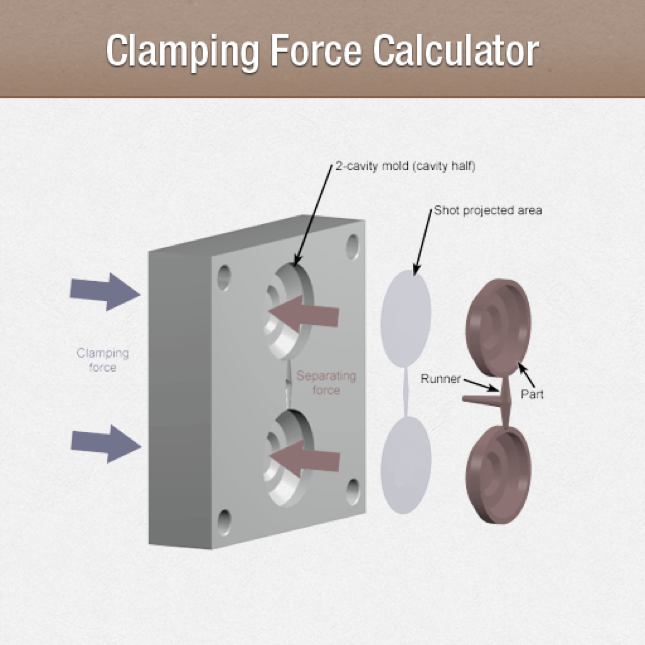
Clamping force alludes to the clamping force applied by the injection machine to conquer the growing force of the mold produce by melting in the mold cavity during the injection. To avert the mold from being pushed open, the clamping unit of the injection molding machine must give sufficient “clamping force”.
Clamping pressure
Clamping force must be applied to counter the injection pressure. Don’t automatically choose the extremely available value. Take the planned region into consideration and figure a reasonable value. The projected region of an injection-molded item is the biggest zone seen from the direction of the application of the clamping force. In maximum injection shaping circumstances, it is around 2 tons for every square inch or 31 mega-newton per square meter. But this is just a low value that has to be utilized a very rough empirical value, for the reason that once the injection-molded item has a deepness of any size, the sidewall has to be thought about.
Some factors influence the calculation of clamping force, similar to the material kind (high-stream versus low-stream plastic), and the deepness of the part.
Clamping of the workpiece caused Deformation
First, pick the correct clamping point While clamping the workpiece and afterward pick the suitable clamping force as per area of the clamping point. So the support point and clamping point have to be incorporated as much possible, therefore the clamping force ACTS on the support, the clamping point ought to be as close as conceivable to the processing surface, and pick the position where the force isn’t easy to source of the clamping deformation.
When there are many directions of clamping force on the workpiece, to think about the request for clamping force, for the support contact and workpiece clamping force have to act initially, and not very enormous, for the equalization of the fundamental clamping force of cutting force, have to act in the last.
Furthermore, the contact region between fixture and workpiece has to be axial, or increased clamping force has to be utilized. Increase the inflexibility of parts is a functional method to tackle the clamping distortion, but since of the structure and shape of thin-walled parts, they have lower inflexibility. Deformation will occur in this way under the action of clamping force,
expanding the contact region among fixtures and workpieces can successfully decrease the deformation of the workpiece while clamping. For instance, when milling thin-walled parts, elastic pressure plate used in large numbers, the reason for this is to enlarge the stress region of contact parts. When turning the external circle and internal diameter of the thin-wall sleeve, the contact region is enlarged. And when the workpiece is clamped, regardless of the simple open transition ring is utilized, or the flexible mandrill and the entire curve gripper are utilized. This technique is useful to the bearing clamping force, hence evading the deformation of portions. Axial clamping force is broadly utilized in manufacturing. The manufacture and design of superior fixtures can make the clamping force follow up on the end face, which can solve the flexible deformation of the workpiece because of thin wall and less inflexibility of the workpiece.
How to Calculate Clamping Force for Injection Molding
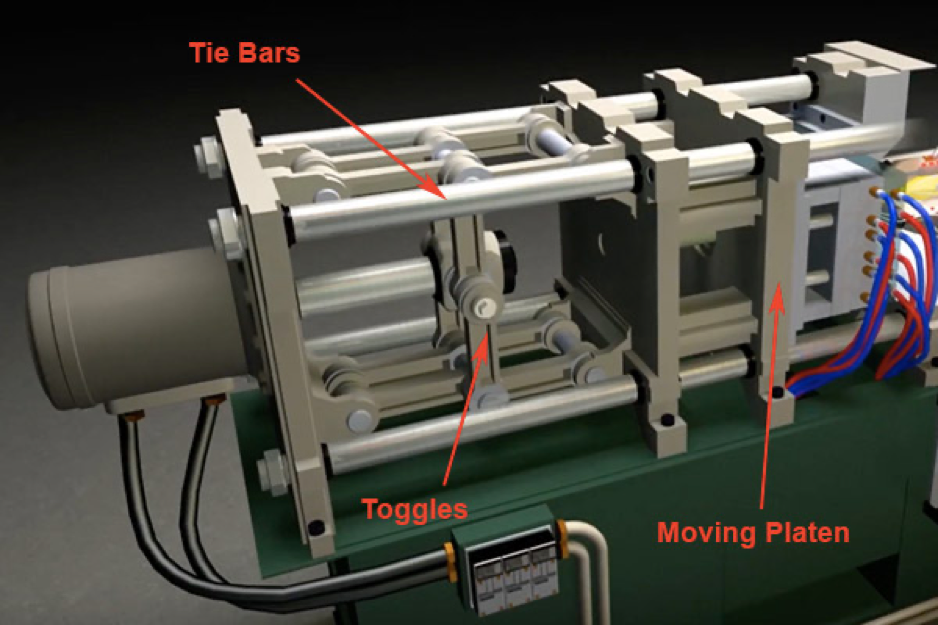
Clamping force alludes to the force put into a mold by the unit of clamping of an injection molding machine. To keep the mold closed, this force must contradict the extrication force due to the injection of liquid plastic into the mold.
Ordinarily, the force rating is stated in tons, e.g. a 200-ton machine is accomplished of manufacturing a large clamping force equal to a sum of 200 tons. The determined weight can be utilized to choose a proficient machine that will prevent part defects, for example, unnecessary blaze. So how much clamp force is required?
The required clamping force determined from the shot anticipated region and the pressure of the cavity inside the mold, on which this weight is acting.